





產品別名 |
數控送料機 |
面向地區 |
平板的送料機又俗稱沖床送料器,一般用于機箱機柜沖孔,然后折彎成型;數控平板沖孔,落料件,與鈑金廠家普通沖床配套使用,能實現數控送料,率生產,是人工生產的兩倍以上;數控送料機是輔助沖床使用的,能把普通沖床人工沖件,升級為數控自動化生產,送料機價格不高,被廣大沖壓行業所喜愛。
數控送料機配合普通沖床實現數控生產好的搭配,沖床分為機械式、氣動式壓力機,運用功率的有效的辦法。它的、低成本、低人工運用率已成為業界行業廣為認可,但常規的送料機和沖床配合卻存在不小的實際運用疑問。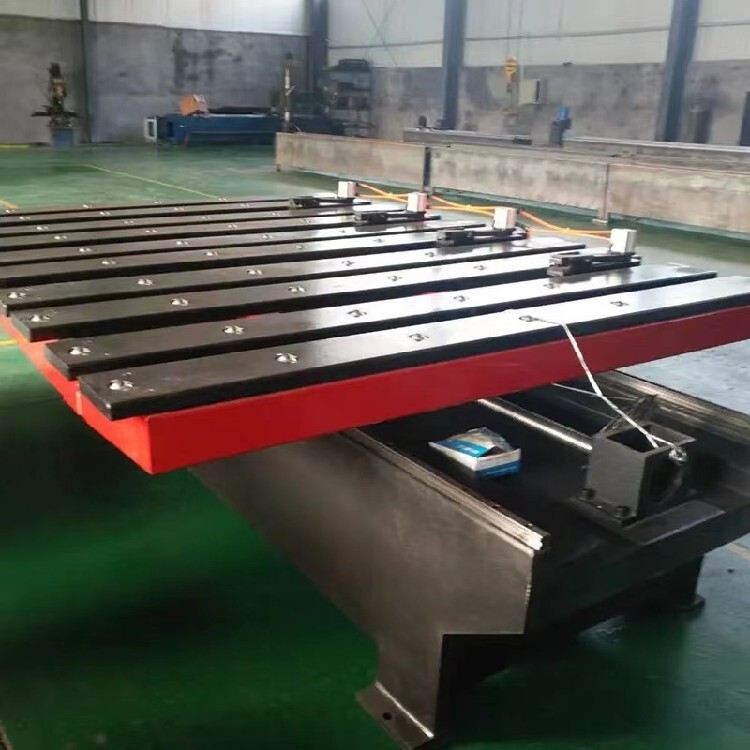
送料機與普通沖床配套加工中,首要應用于不一樣類型的鈑金沖壓、網板、落料或許接遼等商品,在編程的過程中能夠設置主動循環拼接式編程以削減板料的變形。數控系統自動回原點(相對原點)定位,可削減重復對孔的麻煩,然后運用程序執行數控沖壓、自動送料、自動回位以及主動檢查。
一套加工機臺(沖床、剪板機)不可能只采用一種加工工藝,通常采用多種加工工藝生產多種產品,這時送料步距就會出現多種,選擇送料機時所需的大進料步距。只有知道大進料步距,才能真正地選擇出合適、準確的進料機型,以小的投入滿足各種加工工藝的需要。
在工作過程中也不能掉以輕心,要多多觀察油溫表的變換,特別要注意隨時讓油溫控制設備和壓力控制閥處于工作狀態之下,并且反應迅速,通過壓力指示器觀察濾油器是否堵塞,還要注意油壓設備是否有漏油的現象,出現漏油一般都是由于油溫太高。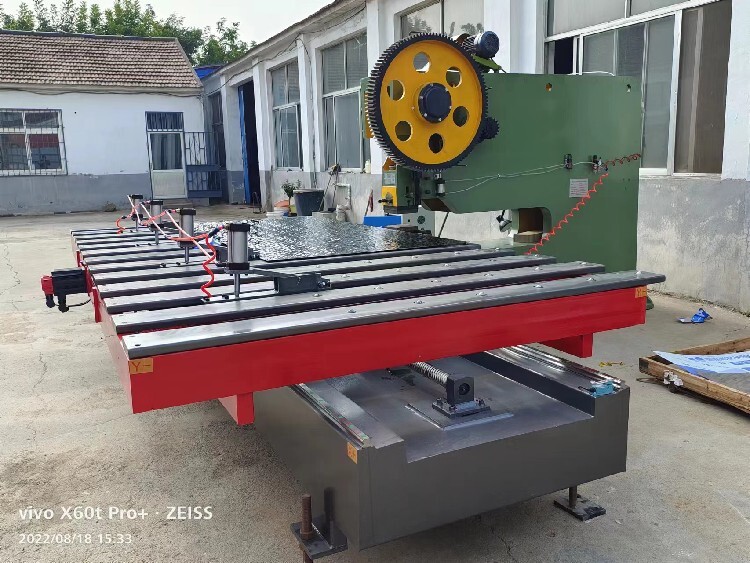
較為常見的問題是材料在輸送過程中出現的打滑跑偏現象,此時需按照隨機說明書上的方法予以解決: 1、材料本身質量問題導致蛇行、跑偏現象的出現。應先需檢查材料本身的質量,看材料是否有不平整、彎曲、厚度不均勻、料邊毛邊過多的現象,若存在則更換合格卷料。 2、NC送料機送料輪壓力不足。對壓料彈簧進行調節,增加壓力并左右壓緊力度一致,同時要確保壓料彈簧是否有壓緊材料,以無法用手拉動材料為準。 3、NC送料機固定方向上誤差。上模脫料不良而造成拉料,檢查卷料寬度與模具導料板位置是否適當,或模具與送料機是否成一條直線,檢車擋料板及托料板是否有毛邊或異物。 4、NC送料機對材料的調整不合適。整平機與NC送料機的速度搭配或整平機與NC之間的距離是否恰當,材料弧度與高度是否符合要求,沖床速度是否適當。 5、送料機突發誤差。滾輪與伺服馬達之間的傳動間隙過大,將皮帶進行調緊,檢查卷料的長、寬、厚是否標準。
數控沖床送料機特點: 1、數控送料機適用于材料厚薄不同,長短不一之送料加工。 2、數控送料機適用于高速及長尺寸送料,提升產能和送料精度。 3、的送料:針對高科技產業來臨,以電腦控制,使精度確以內。 4、階段式送料機:配合沖床之凸輪訊號以及簡單之料厚調整。 5、人性化的手動模式:讓使用者更容易操作,地使材料送進模具而定位。 6、率的放松裝置:可輸入20組不同的送料長度,每組提供999次沖壓次數,滿足特殊制品的加工生產。 7、送料長度的設定:在控制面板上,直接輸入送料長度,即可達到所需的送距。
在機械制造業中,單件、小批量生產約占機械加工總量的80%以上,其中,造船、航天、機床、重型機械以及行業,其生產特點是品種多, 加工批量小, 改型頻繁,零件的形狀復雜且精度要求高,普通機床自動化程度低,生產效率和加工精度都難以提高, 尤其是一些復雜曲面, 甚至無法加工, 而采用自動化加工設備, 則投資大、時問長、轉型難,顯然不能滿足競爭日益激烈的市場需要。數控沖床送料機就是為了解決多品種、單件、小批量、、率的自動化生產而誕生出來的一種靈活、通用、自動化的設備。
送料器的工作精度(測量值與真值的挨近程度)與工序要求的加工精度(測量值與真值的挨近程度)相適應。送料器根據零件的加工精度要求挑選送料器,如精度要求低的粗加工工序,應挑選精度低的送料器,精度要求高的精加工工序,應選用精度高的送料器。








